




使命在肩,降本有我——裕華寬帶鋼降本增效實錄(一)
今年以來,按照公司“開源節流、降本增效”的工作指示,裕華寬帶鋼廠長李玉良根據生產經營現狀,系統分析,突出重點,從抓好日常節能管理工作入手,扎實推進節能降耗工作,通過大力倡導節能技術應用、改進生產工藝技術和組織開展節能降耗等活動,營造全員參與節能降耗活動的氛圍,確保了節能降耗工作取得實效。

完善管理制度 規范操作行為
在組織開展節能降耗活動中,寬帶鋼廠制定《節能措施項目獎勵辦法》等獎勵機制,規范崗位人員的操作行為,鼓勵使用節能降耗技術,節能降耗管理得到進一步規范。同時,圍繞公司下達的節能工作計劃,根據實際生產情況,按工段進行落實分解,每月進行節能降耗工作小結,對主要經濟指標和能源消耗指標分析,在小結上月工作的同時,對存在的問題進行協調、落實,進一步推動了節能降耗工作整體執行力。

節約能源消耗 降低成本挖潛
在保證設備順行的前提下,寬帶鋼廠積極響應集團節能降耗降低成本的號召,施行節能降耗措施。在成本合成中,比重越大的指標,成本降低的空間越大,而在寬帶鋼,成本的最大節約空間在能耗,能耗的最大節約在電耗,電能消耗占據生產成本的三分之一,所以節電是降低成本挖潛的關鍵。電儀工段通過控制高壓水除磷變頻器功率高速可調整優化后,使2臺水泵的出口壓力均衡化,泵出口水壓均衡使2臺泵供水效率最大化,在最大限度上節約了電能。通過計算發現,噸鋼節電1.4度,在生產節奏穩定,日產達1.2萬噸時,可節電13000度以上。

持續技術改進 推動效益提高
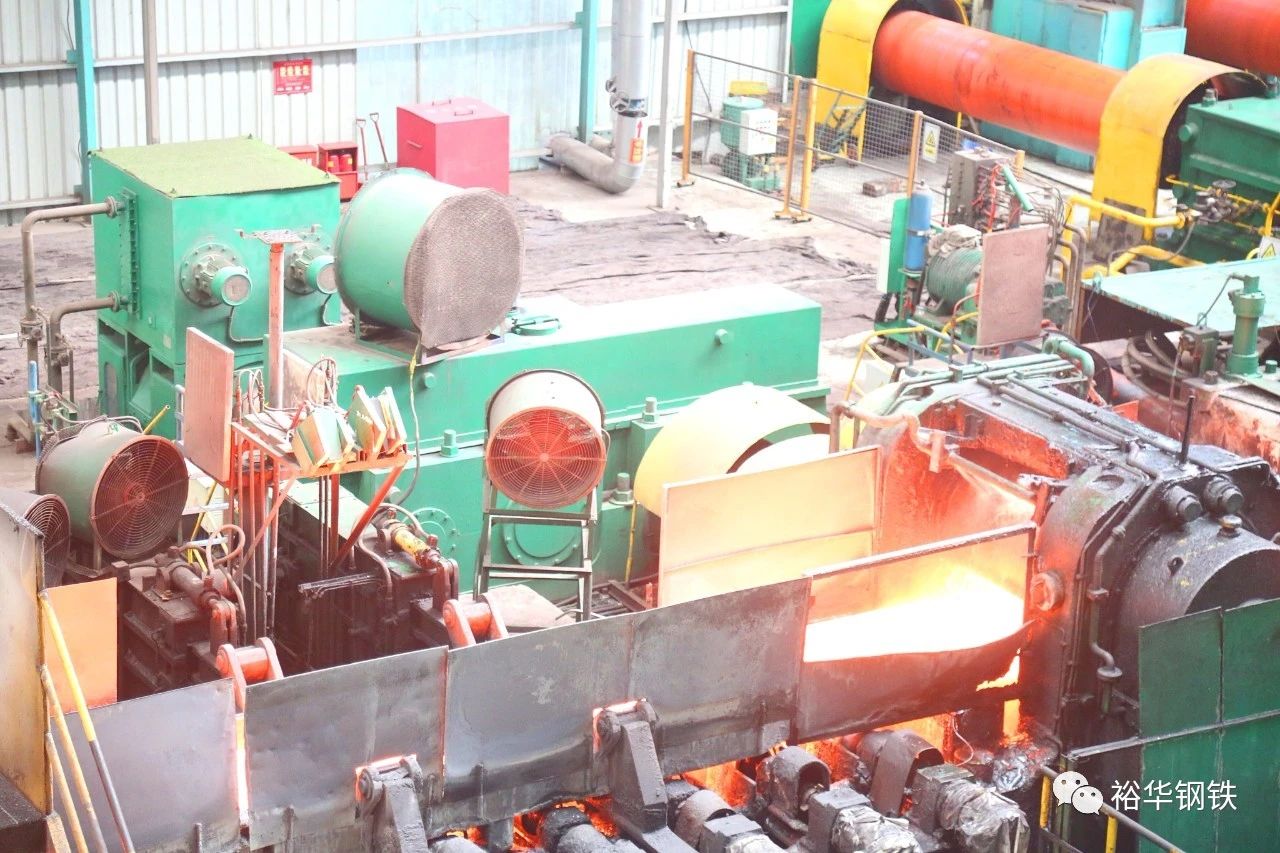
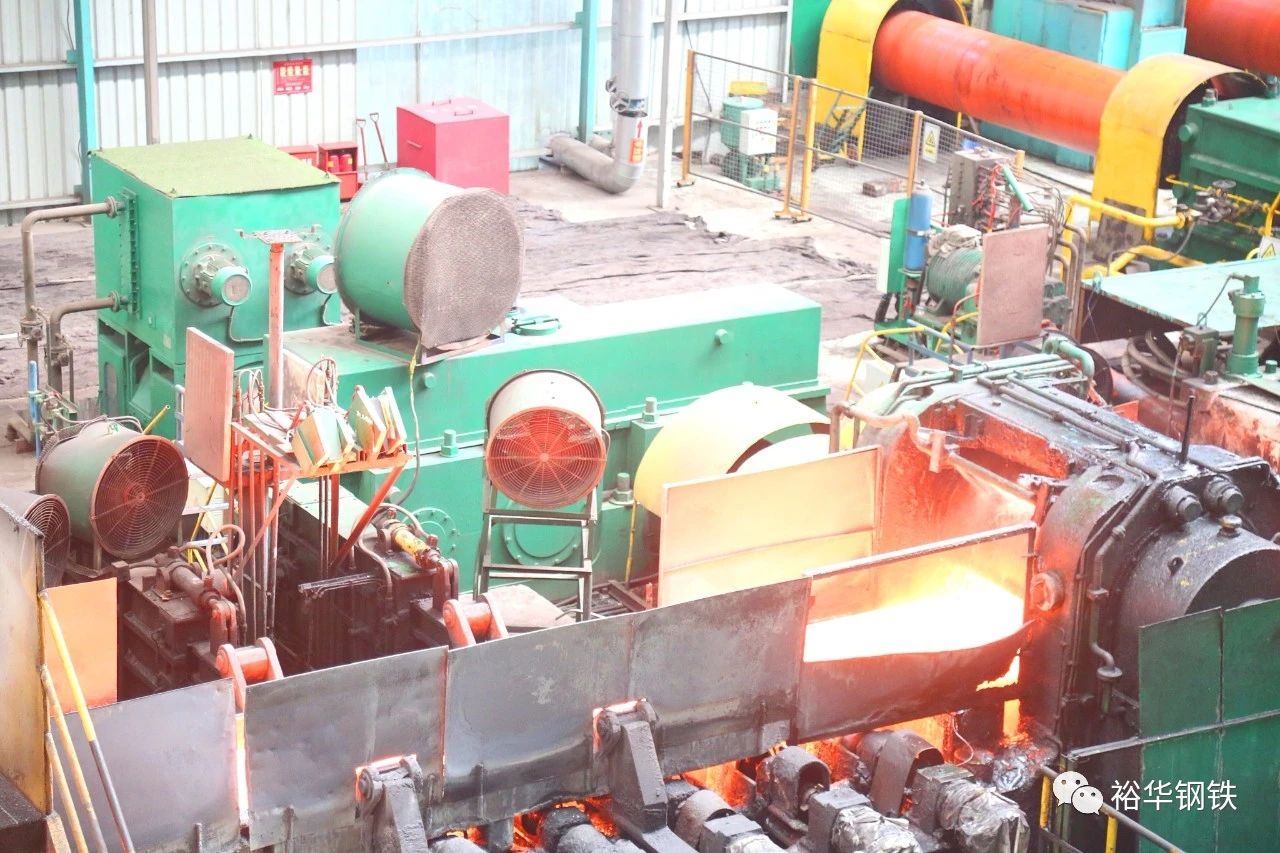
在板坯加熱工序中,鐵皮氧化和清理氧化鐵皮工作是一項艱巨的任務,溫度不同,氧化現象也不一樣,通過長期觀察發現,溫度在900℃以下時的氧化速度是900℃以上時的2.5倍,氧化鐵皮的數量為15kg/T,加熱爐工段通過工藝對出爐溫度和爐內氧含量的控制進行優化,成功將氧化鐵皮的數量控制在13kg/T,有效減少了鐵皮氧化現象。
工藝上要求的切頭去尾是為了穩定帶鋼軋制需要,也是保證切頭去尾精準度的工序,在生產線剛投入使用時,切除量為3%/T,通過長期以來不斷的優化熱檢和飛剪參數、模擬試驗,改善外部環境對熱檢的干擾,最終達到了現在0.25%/T的切除量,大大提高了熱軋卷板的成材率。
堅持修舊利廢 降低維修成本
修舊利廢工作既彰顯和提高員工的技能,又節約設備的運行成本。為了鼓勵員工的積極性和創造性,合理節約,降低生產成本和維修費用,美化車間環境,車間號召全體員工全面開展修舊利廢工作,原則就是把破舊的修補好,報廢的變成工藝品。其中一些精密裝備,例如力士樂油缸和精軋彎竄裝置,故障時須返廠維修,且返廠維修耗時長、費用高,國內各知名設備制造公司的技術人員也不敢輕易維修。機修工段在得到上級領導的批準后,對一些精密設備進行拆裝和維修,在經過反復操作后,成功將其修復,為公司節約了一大筆維修費。同時發揮自己的想象,將一些廢料收集起來制作成各種各樣的工藝品,將整個生產車間裝扮的格外清新。




 地址:河北省武安市崇義四街村北
地址:河北省武安市崇義四街村北郵編:056300
行政辦公室:0310-5752916
銷售辦公室:0310-5752581
企管人勞部:0310-5752626
傳真:0310-5739689
- Copyright ? 2025 武安市裕華鋼鐵有限公司 All rights reserved. 【站點地圖】 冀ICP備18008720號